
Paint Curing Oven: Complete Industrial Guide for High-Performance Coating & Manufacturing Quality
GBM Is Pleased To Announce The Successful Dispatch Of One



As discussed earlier, batch industrial ovens are ovens where materials or components are loaded together in a single batch. Once a predefined heating cycle is completed, the entire batch is unloaded, and the next batch is then processed.
Batch ovens are designed to handle multiple components simultaneously—even if their sizes or shapes vary. This design makes them highly flexible and an ideal choice for customized or job-based manufacturing environments.
Key Features:
Best Suited For:
 In simple terms:
In simple terms:
Batch oven = “load → process → unload → repeat”
These ovens are best suited for industries where every product is not identical.
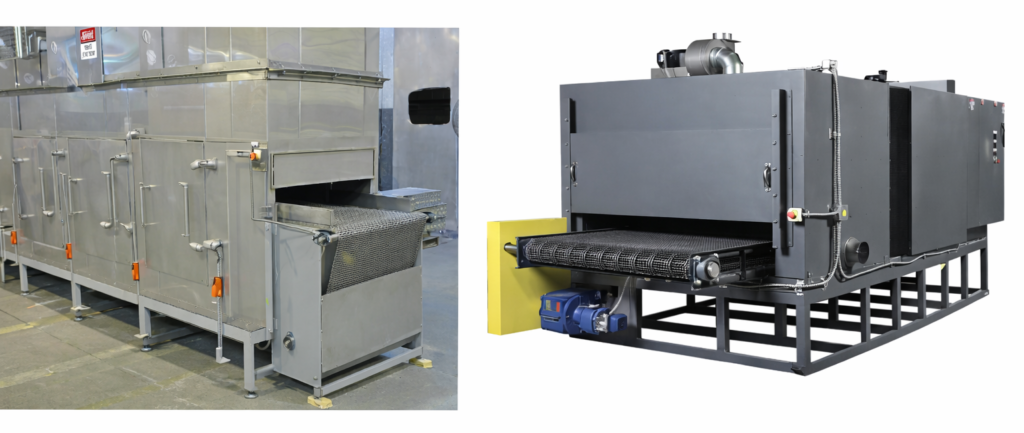
Conveyor industrial ovens are, in fact, the most common and widely used form of continuous ovens—as discussed earlier in the continuous ovens section. It’s important to note that not all continuous ovens are conveyor ovens, but in manufacturing industries, the majority of continuous ovens are conveyor-based.
In conveyor ovens, the product travels through the oven on a moving conveyor belt, chain, or overhead system. Loading and unloading happen without stopping the process, which results in high production speed and consistent output.
These ovens are often part of fully automated manufacturing lines and, in many cases, incorporate cooling zones along with heating, so products exit the oven ready for the next stage of processing.
Key Features:
Best Suited For:
Easy to understand:
Conveyor oven = “the product keeps moving, the oven never stops”
That’s why conveyor ovens are unbeatable when it comes to mass production.

Tunnel industrial ovens are built as long, enclosed structures where products continuously enter from one end and exit fully processed from the opposite end. These ovens are typically part of continuous production systems and operate using conveyor-based mechanisms.
The biggest advantage of tunnel ovens is their multi-zone temperature control. Inside the oven, there are different heating zones—such as a pre-heating zone, a main heating zone, and sometimes even a cooling zone. This allows the product to receive gradual and controlled heat, significantly reducing the risk of thermal shock or defects.
Key Features:
Best Suited For:
Simply put:
Tunnel oven = the factory’s “highway”—the product never stops, it just keeps moving forward.

Drying ovens are primarily used for moisture removal—without damaging the material’s structure or overall quality. These ovens operate using a controlled combination of temperature and airflow, which ensures uniform and predictable drying.
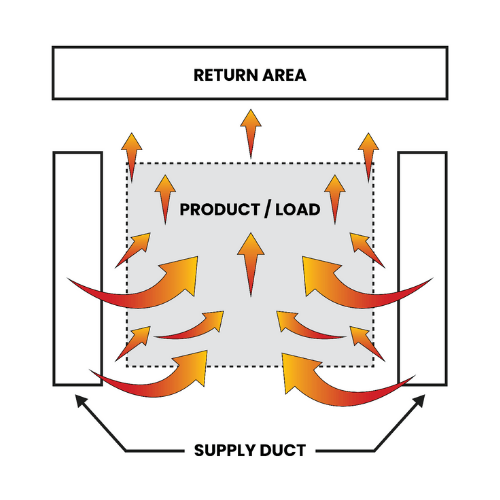
Airflow design plays a critical role in drying ovens. Hot air circulation is engineered in a way that allows moisture to escape efficiently, ensuring that not only the surface but also the internal layers of the material dry properly. This is why drying ovens are widely used in paint and chemical processing applications.
Major Applications:
Why Drying Ovens Matter:
For clarity:
A drying oven doesn’t just provide “hot air”—it functions as a controlled evaporation system.

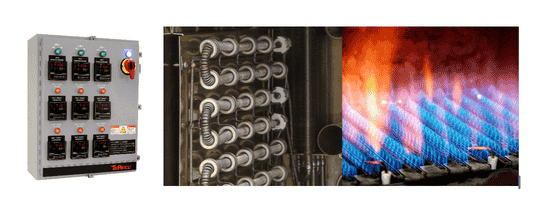
Baking and curing ovens are used in coating, varnish, resin, and powder coating processes where simple drying is not sufficient. These applications require chemical bonding and molecular-level curing, which is not possible without precise temperature control.
In curing ovens, the temperature profile is carefully engineered to ensure proper cross-linking of the coating, even surface distribution, and long-term durability. Through this process, the coating doesn’t just sit on the surface—it becomes an integral part of the base material.
Key Benefits:
Typical Industries:
In short:
Drying = removing moisture
Curing = permanently setting the coating
My recommendation is not based on branding or claims alone, but on GBM Industries’ practical product range and engineering-driven approach.
The industrial ovens manufactured by GBM Industries cover exactly the categories we’ve discussed in detail throughout this article:
In simple terms: Every major type of industrial oven discussed in this article is available within GBM Industries’ actual product portfolio.
GBM Is Pleased To Announce The Successful Dispatch Of One

GBM Is Pleased To Announce The Successful Dispatch Of One
